汽車在制造過程當(dāng)中是由成千上萬個(gè)沖壓件所構(gòu)成。而沖壓件緊要是有各式各樣五金沖壓件、精密五金配件、電子元器件等拼接而成。
沖壓件的制造質(zhì)量對整車質(zhì)量影響非常大,對于轎車和各類客車尤顯重要。在沖壓件的制造中,聽?wèi){對于擁有繁雜空間幾何形狀的大型沖壓件、內(nèi)飾件、焊 匠輾受成等,還是對于容易的小型沖壓件、內(nèi)飾件等,比較多利用專業(yè)用的檢測夾具(簡稱檢具) 作為緊要檢測手段,用于掌控程序間的產(chǎn)品質(zhì)量。檢具檢測擁有迅速、準(zhǔn)確、直觀、方便等長處,特別適用于大量生產(chǎn)的須要。八十時(shí)期中期之后,伴隨著轎車和客車 工業(yè)的迅速發(fā)展,沖壓件檢具在中國汽車行業(yè)的運(yùn)用已相當(dāng)普遍。
五金沖壓件回彈對于汽車沖壓件來說是較難解決的問題,目前還沒有一個(gè)完美的方法根治沖壓件回彈,需要我們針對沖壓件回彈問題進(jìn)一步深入研究.那么到底影響汽車五金沖壓件回彈的因素有哪些?
1. 材料性能
在汽車身上有不同強(qiáng)度的沖壓件,從普通板材到高強(qiáng)板,不同板材有著不同的屈服強(qiáng)度,板材的屈服強(qiáng)度越高,就越容易出現(xiàn)回彈現(xiàn)象。
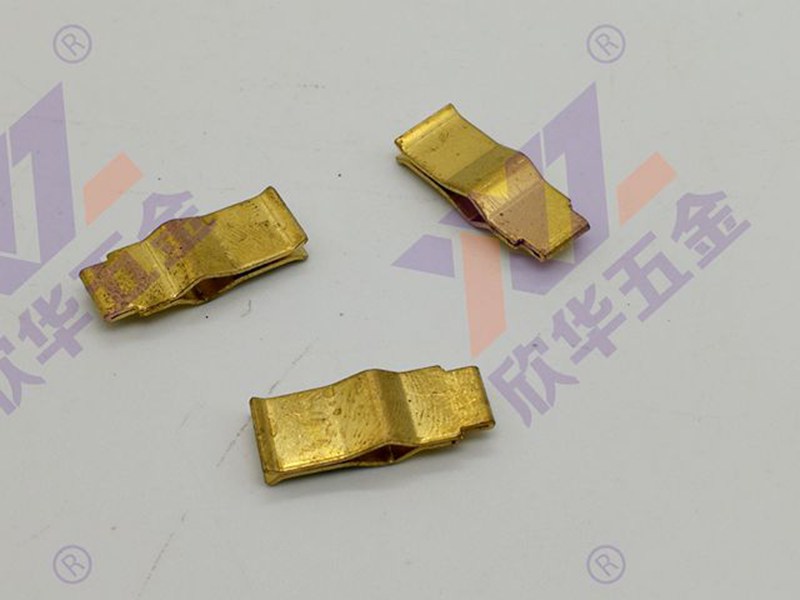
2. 材料厚度
在成形過程中,板料厚度對彎曲性能有很大的影響,隨著板料厚度增加,回彈現(xiàn)象會逐漸減少,這是因?yàn)殡S著板料厚度增加,參與塑性變形材料增加,進(jìn)而彈性回復(fù)變形也增加,因此,回彈變小。
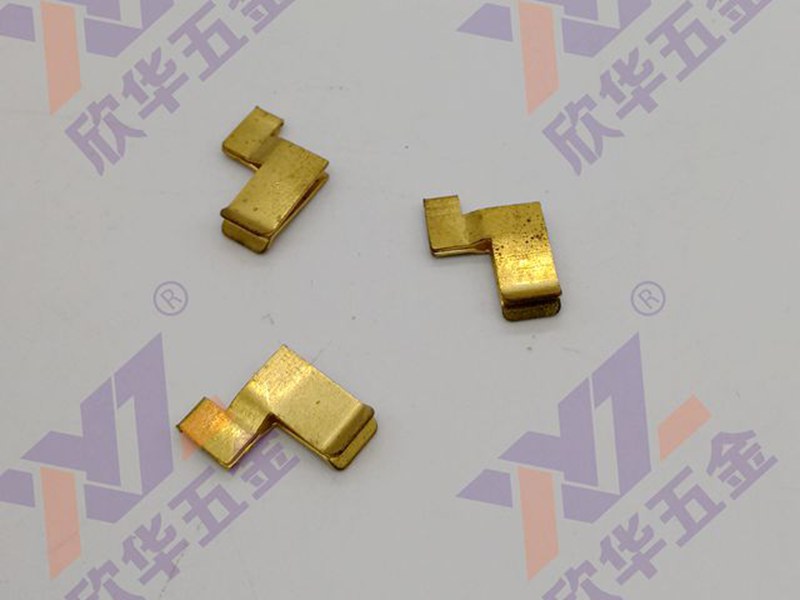
3. 零件形狀
不同形狀的零件回彈差異很大,形狀復(fù)雜的零件一般都會增加一序整形,防止成形不到位出現(xiàn)回彈現(xiàn)象,而更有一部分特殊形狀零件比較容易出現(xiàn)回彈現(xiàn)象,如U型零部件,在分析成形過程中,必須考慮回彈補(bǔ)償事宜。
4. 零件壓邊力
壓邊力沖壓成形過程是一項(xiàng)重要的工藝措施,通過不斷優(yōu)化壓邊力,可以調(diào)整材料流動方向,改善材料內(nèi)部應(yīng)力分布。壓邊力增大可以使零件拉延更加充分,特別是零件側(cè)壁與R角位置,如果成形充分,會使內(nèi)外應(yīng)力差減少,從而使回彈減小。
5. 拉延筋
拉延筋在當(dāng)今工藝中應(yīng)用較為廣泛,合理的設(shè)置拉延的位置,能夠有效地改變材料流動方向及有效分配壓料面上的進(jìn)料阻力,從而提高材料成形性,在容易出現(xiàn)回彈的零件上設(shè)置拉延筋,會使零件成形更充分,應(yīng)力分布更均勻,從而回彈減小。
與五金加工件相比較,汽車沖壓件的檢測有以下特征:
1.工件形狀常常較繁雜、不規(guī)則,定位、支承、裝夾較困難;
2.工件剛性一般較差,在檢測過程當(dāng)中容易因變形引起偏差;
3.除少數(shù)小沖壓件外,通常將沖壓件的尺寸基準(zhǔn)置于車身坐標(biāo)系中來處置,除了工件的很多特征部位(如孔、凸緣等) 相較于鄰近坐標(biāo)線的距離尺寸在圖上給予標(biāo)注外,對于大部分外觀輪廓(特別是自由曲面) 并未給出尺寸數(shù)值。當(dāng)前,至八十時(shí)期還普遍運(yùn)用的以坐標(biāo)網(wǎng)格標(biāo)注尺寸的模式已漸漸被CAD 數(shù)據(jù)所代替。由設(shè)計(jì)部門供應(yīng)的沖壓件、焊接件乃至車身的CAD 數(shù)據(jù)可一并作為制造模具、焊接夾具和檢具的尺寸根據(jù)。圖1 為一轎車車身坐標(biāo)系示意圖。坐標(biāo)原點(diǎn)位于前軸中點(diǎn),沿X 、Y、Z 軸平行擺設(shè)的網(wǎng)絡(luò)線以100mm 的間距穿過車身,用于明確車身上的所有位置點(diǎn),借助那些網(wǎng)絡(luò)線可明確車身上各個(gè)零配件的位置。當(dāng)然,據(jù)此也可以制表模式作出早先曾運(yùn)用的坐標(biāo)網(wǎng)格標(biāo)注尺寸。